Choix de la fixation et conditions de mise en Å“uvre
Remplissage des fillets et diamètre de trou
Le coefficient de remplissage des filets est le volume remplis par la matière plastique entre les filets de la vis. Cette valeur est généralement exprimée en pourcentage. Un diamètre de trou égal au diamètre nominal de la vis donnera un coefficient de remplissage de 0%.
Dans les plastiques modérément rigides,nous utiliserons plutôt un diamètre offrant un coefficient de 75 à 80% de remplissage.
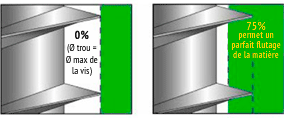 Un diamètre offrant un coefficient de 100% ne permettra pas d’améliorer les performances car cela entraînera une augmentation du couple de vissage et une baisse du couple de ruine dû à l’échauffement du plastique.
Un diamètre offrant un coefficient de 100% ne permettra pas d’améliorer les performances car cela entraînera une augmentation du couple de vissage et une baisse du couple de ruine dû à l’échauffement du plastique.
Si les dimensions du trou sont déjà fixées, nous ajusterons le type de filet ou la longueur en prise pour atteindre les performances requises.
Chaque fixation pour plastiques a ses propres caractéristiques. Contacter un Ingénieur d’Application pour une aide.
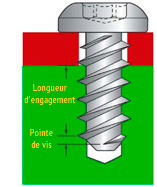
Longueur d’engagement
La longueur d’engagement est la longueur de filets complets engagée dans le plastique. La hauteur de la pointe de vis (usuellement un demi diamètre) n’est pas prise en compte dans cette longueur car elle ne participe pas à la tenue de la vis. La longueur d’engagement est souvent exprimée en fonction du diamètre de la vis, exemple 2 à 2,5 fois le diamètre de la vis.
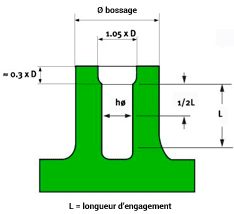
Bossage
Les trous sont conçus pour faciliter le démoulage, mais peuvent influer sur l’ancrage des filets. Aussi on utilisera les valeurs minima pour obtenir les meilleures conditions de moulage. Généralement, les valeurs des diamètres de trous sont calculées à une demi longueur d’engagement (L), le lamage avant trou non compris. Suivre les valeurs de bossages recommandées pour chaque fixation, page suivante.
Normes
En Europe la majorité des vis répondent à des normes automobiles :
-
Plastite® 45
-
Panoplast
PSA C16 1705
Renault 07 17 010 ; 07 17 020 ; 07 17 030
-
PT®
WW 603 58
Volvo STD 7121.279
BMW 113 43.00 & 113 44.0
Mercedes MBN 14 150 & 10 265
Ford WD 311
GM ON 2589
-
Delta PT®
Ford WD 313
Recommandations pour la réalisation du bossage
| ABS (acrylonitrile) |
0.80 x d |
0.80 x d |
0.77 x d |
0.86 x d |
2.00 x d |
2.00 x d |
| ASA (acrylonitrile styrène acrylic) |
0.78 x d |
0.78 x d |
0.75 x d |
0.84 x d |
2.00 x d |
2.00 x d |
| Nylon : PA6 (polyamide) |
0.75 x d |
0.75 x d |
0.73 x d |
0.81 x d |
1.85 x d |
1.70 x d |
| Nylon : PA-GF30 |
0.80 x d |
0.80 x d |
0.77 x d |
0.86 x d |
2.00 x d |
1.90 x d |
| Nylon : PA6.6 |
0.75 x d |
0.75 x d |
0.73 x d |
0.81 x d |
1.85 x d |
1.70 x d |
| Nylon : PA6.6-GF30 |
0.82 x d |
0.82 x d |
0.79 x d |
0.83 x d |
2.00 x d |
1.80 x d |
| PBT (polybutyléne téréphthalte) |
0.75 x d |
0.75 x d |
0.73 x d |
0.81 x d |
1.85 x d |
1.70 x d |
| PBT-GF30 |
0.80 x d |
0.80 x d |
0.77 x d |
0.86 x d |
1.80 x d |
1.70 x d |
| PC (polycarbonate) |
0.85 x d |
0.85 x d |
0.82 x d |
0.89 x d |
2.50 x d |
2.20 x d |
| PC-GF30 |
0.85 x d |
0.85 x d |
0.82 x d |
0.89 x d |
2.20 x d |
2.00 x d |
| PE soft (polyethylene) |
0.70 x d |
0.70 x d |
0.68 x d |
0.76 x d |
2.00 x d |
2.00 x d |
| PE hard (polyethylene) |
0.75 x d |
0.75 x d |
0.73 x d |
0.81 x d |
1.80 x d |
1.80 x d |
| PET (polyethylene téréphthalate) |
0.75 x d |
0.75 x d |
0.73 x d |
0.81 x d |
1.85 x d |
1.70 x d |
| PET-GF30 |
0.80 x d |
0.80 x d |
0.77 x d |
0.86 x d |
1.80 x d |
1.70 x d |
| POM acétal |
0.75 x d |
0.75 x d |
0.73 x d |
0.81 x d |
1.95 x d |
2.00 x d |
| PP (polypropylene) |
0.70 x d |
0.70 x d |
0.68 x d |
0.76 x d |
2.00 x d |
2.00 x d |
| PPO (polyphénylène oxide) |
0.85 x d |
0.85 x d |
0.82 x d |
0.89 x d |
2.50 x d |
2.20 x d |
| PS (polystyrene) |
0.80 x d |
0.80 x d |
0.77 x d |
0.86 x d |
2.00 x d |
2.00 x d |
| PVC hard (polyvinyle chloride) |
0.80 x d |
0.80 x d |
0.77 x d |
0.86 x d |
2.00 x d |
2.00 x d |
| SAN (styréne acrylonitrile) |
0.77 x d |
0.77 x d |
0.74 x d |
0.83 x d |
2.00 x d |
1.90 x d |
Choix de la fixation la plus conseillée
Le tableau suivant est donné seulement comme un point de départ pour sélectionner une fixation. Les vis peuvent être associées aux propriétés des matériaux. Le ratio couple de ruine/couple de vissage, la tension installée et autres caractéristiques sont directement liées à la vis que vous choisissez. Contacter un Ingénieur d’Application pour déterminer la meilleure fixation pour votre application.
| Â |
 |
Matière |
Module de flexion |
 |
 |
 |
 |
| Â |
 |
psi |
N/mm2 |
 |
 |
Polyethylene (PE)
Polypropylene (PP) |
150,000
200,000 |
1,030
1,380 |
 |
 |
 |
 |
Polycarbonate (PC)
ABS, 0-20% glass
fill Polyamide 66
(PA) Acetal (AC)
Polystyrene (PS)
Polyprophylene, 40% talc fill (PP40)
Polypheylene Sulfide |
340,000
350,000
350,000
400,000
430,000
500,000
550,000 |
2,340
2,410
2,410
2,760
2,960
3,450
3,790 |
 |
 |
 |
 |
 |
ABS, 20% glass fill
Polyamide 66, 12% glass fill
Polycarbonate, 20% glass fill (PC20) |
650,000
800,000
850,000 |
4,480
5,510
5,860 |
 |
 |
 |
 |
 |
Polycarbonate, 30% glass fill (PC30)
Polybutylene Terephtalates 30% glass fill (PBT30)
Polyamide 66, 30% glass fill (PA30)
Liquid Crystal Polymer (LCP) |
1,100,000
1,100,000
1,200,000
1,400,000 |
7,580
7,580
8,270
9,650 |
 |
 |
 |
 |
 |
Polyphenylene Sulfi de, 40% fill (PPS40)
Phenolic, 20% glass fill
Polyester, 50% glass fill |
1,700,000
1,750,000
2,100,000 |
11,720
12,060
14,480 |
Sur demande spéciale, contacter un ingénieur d’application pour la vis
Duro PT® |
Source : 
|

